ABS水口料的一般性能介绍
文章作者:废塑料回收公司 发布时间: 浏览次数:2317
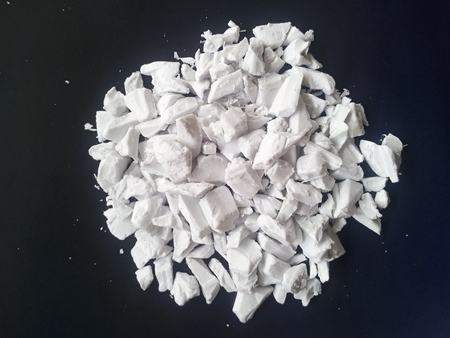
ABS材料的表面着色性好,质硬、坚韧且光洁度高,本色的粒子外观为米白或者米黄,在实际应用中可根据具体的需求配成各种形形色色的制品,无味无毒的非晶型分子结构、符合欧盟环保检测要求,吸湿性低、成型收缩率小,对加工的要求低,流动性次于尼龙,材料本身属于易燃物,但是能够通过添加剂的方式从而使其能够轻易的达到94V0级别,火焰呈现黄色并伴随着有黑烟冒出,不会再熔融的过程中产生滴落现象,且ABS的分子兼容性佳,可在表面进行涂料、镀层等加工处理,通过玻纤改良后能够进一步降低收缩率,仅为0.3%,变形温度范围93~124℃,可适应-40℃~100℃的温度变化环境,其刚性结构可替代金属制品以降低能耗,节能环保。
本文由水口料回收公司(www.dgskl.com)整理发布,如需转载请注明来源及出处:https://www.dgskl.com/news/412.htm
-
13 2021-04
回收水口料的基本内容
回收水口料的基本内容塑件的基本内容 1、立体空间内容﹐几何结构﹐尺寸及精度。 2、塑件表面的内容﹑标记﹑符号﹑文字﹑表面图案﹑图形﹑粗糙度。 3、静态﹑动态性能﹐机械﹑物理﹑化学等性能。 4、环境﹑人机工程。 5、塑料的选择。 6、成本﹑价格。 7、成型模具及成型..
-
13 2021-04
回收水口料之水口料的意思
英文:Drainage opening material 水口:这是粤语习惯叫法,主要指产品外的浇口和流道的成型物,由于物性一致后来把不合格产品和水口打碎后通称水口料。 回料:就是水口料的普通话叫法。 副牌:是相对正牌料而言的,正牌是指原厂有规格确认的合格料,而副..
-
13 2021-04
10月废塑料进口数据
伴随国内对环保重视程度的加大,再生塑料行业由平稳发展期进入转型升级阶段。国内市场环保督查活动不断,进口市场政策逐渐收紧,行业规范化之路自此拉开帷幕,但供应减量化也成为常态。正值10月份进口数据新鲜出炉,政策收紧,进口持续增速历史将终结2017年1-10月份再生..
-
13 2021-04
回收ABS水口料注射成型的加工位置
回收ABS水口料注射成型的加工位置 回收ABS水口料注射成型是目前塑料加工中较普遍采用的一种重要的成型方法。注射模塑制品约占塑料制品总量的20%~30%。根据注射成型的原理与特点、注射成型是目前塑料加工中较普遍采用的一种重要的成型方法。它是根据压铸原理从19世纪..
-
13 2021-04
回收ABS水口料降解塑料的发展
回收ABS水口料降解塑料的发展 理想的生物降解塑料是一种具有优良的使用性能、废弃后可被环境微生物完全分解、较终被无机化而成为自然界中碳素循环的一个组成部分的高分子材料。那么非生物降解性塑料包装自然也是非环境友好型的,它的运用将会对环境造成巨大的伤害。 ..
-
13 2021-04
PC塑料注塑工艺的细节说明
PC塑料注塑工艺的细节说明(1)、注塑前的准备:PC塑料原料虽然具备优异的机械特性,被称为“防弹胶”,同时,透明度非常高,被誉为是“透明金属”,但是,它有一个非常严重的缺陷,那就是流动性差,注塑难,所以,PC原料注塑前的准备十分关键,直接影响成败。(2)、原料的..
-
13 2021-04
回收PC水口料相关概念的介绍
回收PC水口料相关概念的介绍 改性塑料,是指在通用塑料和 工程塑料的基础上,经过填充、共混、增强等方法加工,提高了阻燃性、强度、抗冲击性、韧性等方面的性能的 塑料制品。 通过改性的塑料部件不仅能够达到一些钢材的强度性能,还具有质轻、色彩丰富、易成型等..
-
13 2021-04
回收水口料塑胶原料的工艺流程
回收水口料塑胶原料的工艺流程一、降低热封温度的配方 各种热封薄膜的起始温度如下:LDPE 135℃,LLDPE 148℃,EVA(VA含量7.5%)107℃,EVA(VA含量12%)93℃,EMA(乙烯丙烯酸甲酯)79℃,EMAA(乙烯甲基丙烯酸)93℃,Surlyn121℃,EAA(乙烯丙烯酸)93℃。 上述..
— 查看更多 —
推荐产品